製造業が直面するDXの課題とRFIDへの期待
製造業では、グローバル競争の激化やサプライチェーンの複雑化に伴い、生産現場のデジタルトランスフォーメーション(DX)が急務となっています。しかし、多くの工場では依然として紙の帳票やバーコードによる手作業管理が中心であり、リアルタイムな情報把握が困難な状況が続いています。
特に以下のような課題が顕在化しています。
- 仕掛品の所在が把握できない:工程間を移動する仕掛品の位置がリアルタイムで分からず、滞留や紛失が発生する
- 品質トレーサビリティの不備:不良品発生時に、原因ロットの特定や影響範囲の把握に多大な時間を要する
- 設備・治具の管理が属人化:メンテナンス時期や所在管理が個人の記憶に依存し、計画的な保全ができない
経済産業省の調査によると、製造業のDX推進における最大の障壁は「現場データのデジタル化」であり、約65%の企業がこの課題を挙げています。
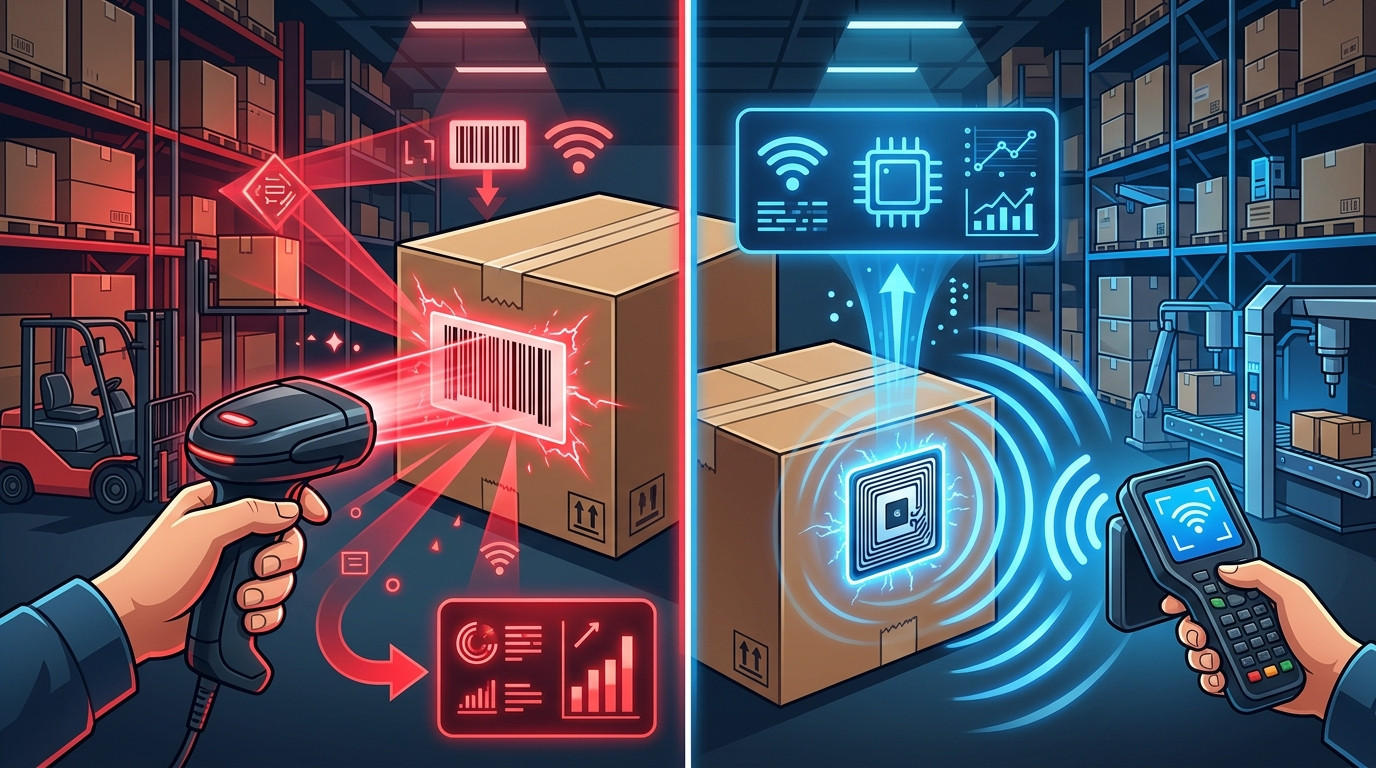
こうした課題に対して、RFID(Radio Frequency Identification)技術が強力なソリューションとして注目されています。RFIDは電波を使って非接触でデータを読み書きできる自動認識技術であり、バーコードと異なり一括読み取りや遮蔽物越しの読み取りが可能です。
RFID活用の3大領域
製造業におけるRFID活用は、大きく3つの領域に分類されます。
| 活用領域 | 主な用途 | 期待される効果 |
|---|---|---|
| 工程管理 | 仕掛品追跡、作業指示自動化 | リードタイム短縮、滞留削減 |
| 品質トレーサビリティ | ロット追跡、不良品特定 | リコール対応時間の短縮 |
| 設備・治具管理 | 所在管理、メンテナンス管理 | 稼働率向上、紛失防止 |
工程管理:仕掛品の位置追跡と作業指示の自動切替
仕掛品のリアルタイム位置追跡
製造ラインの各工程にUHF帯RFIDリーダーを設置することで、RFIDタグが付いた仕掛品がどの工程にあるかをリアルタイムに把握できます。
具体的な仕組みは以下の通りです。
- 各仕掛品(またはロット単位のコンテナ)にRFIDタグを取り付ける
- 工程間の通路やコンベア上にゲート型リーダーを設置する
- 仕掛品が工程を通過するたびにタグ情報が自動的に読み取られる
- 読み取りデータがMES(製造実行システム)にリアルタイムで連携される
作業指示の自動切替
RFIDによる仕掛品識別を活用すれば、作業者の端末に表示する作業指示を自動的に切り替えることも可能です。仕掛品がステーションに到着した瞬間に、その製品に応じた組立手順書や検査基準が画面に表示されるため、多品種混流生産においても作業ミスを大幅に削減できます。
品質トレーサビリティ:ロット追跡と不良品の迅速な特定

RFIDによるロット単位の完全追跡
品質管理において最も重要なのは、「いつ、どこで、誰が、何を使って」製造したかを正確に記録・追跡できることです。RFIDタグに製造ロット番号、使用部材、加工条件などの情報を紐付けることで、製品のライフサイクル全体にわたるトレーサビリティを実現できます。
| 記録項目 | バーコード管理 | RFID管理 |
|---|---|---|
| 読取方式 | 1点ずつ手動スキャン | 一括自動読取 |
| 工程通過記録 | 作業者の手入力 | 自動記録 |
| データ書き込み | 不可(読取専用) | 可能(追記型) |
| 汚れ・破損耐性 | 弱い | 強い |
| 読取速度 | 1秒あたり1件 | 1秒あたり数百件 |
不良品発生時の迅速な原因特定
不良品が発見された場合、RFIDデータを遡ることで、同一ロットの部材を使用した全製品を瞬時に特定できます。これにより、リコール対象の絞り込みが従来の数日から数時間以内に短縮されます。
設備・治具管理:所在管理とメンテナンス時期の把握
設備・治具の所在管理
製造現場では、金型、治具、測定器具など多数の設備資産が工場内を移動します。これらにRFIDタグを取り付けることで、どの設備がどこにあるかをリアルタイムに把握できます。
特にUHF帯RFIDのハンディリーダーを使えば、広い工場内を巡回しながら設備の棚卸しを短時間で完了できます。従来は丸一日かかっていた棚卸し作業が、RFIDの導入により2〜3時間で完了したという事例もあります。
メンテナンス時期の自動管理
RFIDタグに使用回数や稼働時間を紐付けて管理することで、メンテナンス時期を自動的に通知する仕組みを構築できます。
- 金型の使用ショット数をRFIDで自動カウントし、規定回数に達したらアラートを発報
- 測定器具の校正期限をRFIDデータで管理し、期限切れ前に自動通知
- 治具の貸出・返却をRFIDゲートで自動記録し、所在不明を防止
導入効果の数値例
製造業におけるRFID導入の効果を、具体的な数値でまとめます。
| 改善項目 | 導入前 | 導入後 | 改善率 |
|---|---|---|---|
| 仕掛品滞留時間 | 平均8時間 | 平均4.8時間 | 40%短縮 |
| 棚卸し作業時間 | 8時間/回 | 2.5時間/回 | 69%短縮 |
| 手入力作業時間 | 年間3,000時間 | 年間600時間 | 80%削減 |
| 治具紛失件数 | 年間50件 | 年間2件以下 | 96%削減 |
| リコール対象特定時間 | 3〜5日 | 数時間以内 | 90%以上短縮 |
| データ入力ミス率 | 2〜3% | 0.1%以下 | 95%以上削減 |
RFID導入のROI(投資対効果)は、一般的に1〜2年で回収されるケースが多く、特に多品種少量生産の現場ほど効果が大きいとされています。
金属環境でのRFID運用の注意点
製造業の現場は金属製の設備や部品が多く、RFIDの運用においていくつかの注意点があります。
金属がRFID通信に与える影響
UHF帯の電波は金属面で反射・減衰するため、通常のRFIDタグを金属面に直接貼付すると読取性能が大幅に低下します。これは電波がタグのアンテナと金属面の間で干渉を起こすためです。
対策方法
| 課題 | 対策 | 補足 |
|---|---|---|
| 金属面での読取不良 | オンメタルタグの使用 | スペーサー内蔵で金属面でも安定読取 |
| 金属部品間の干渉 | タグ貼付位置の最適化 | 金属面から離れた位置に貼付 |
| 液体による電波吸収 | 周波数帯の選定 | HF帯は液体の影響を受けにくい |
| 高温環境 | 耐熱タグの選定 | セラミック基材で200℃以上に対応 |
オンメタルタグの選び方
金属環境向けの「オンメタルタグ」は、タグとアンテナの間にスペーサーやフェライト層を挟むことで、金属面からの干渉を軽減する設計になっています。選定時には以下のポイントを確認しましょう。
- 読取距離: 金属面装着時の実測値を確認する(カタログ値は非金属面での値が多い)
- サイズ: 貼付対象に合ったサイズを選定する(小型の場合は読取距離が短くなる傾向)
- 耐環境性: 耐熱温度、耐薬品性、防水性能(IP等級)を確認する
- コスト: オンメタルタグは通常タグの3〜10倍程度の価格帯
まとめ
製造業におけるRFIDの活用は、工程管理、品質トレーサビリティ、設備・治具管理の3領域で大きな効果を発揮します。バーコードでは実現困難だった非接触・一括・リアルタイムのデータ収集が可能になることで、製造現場のDXを加速させます。
導入にあたっては、金属環境への対策やタグ・リーダーの選定など技術的な検討が必要ですが、PoCを段階的に実施することでリスクを抑えながら効果を確認できます。まずは最も課題感の強い領域から小規模にスタートし、効果を実証した上で横展開していくアプローチがおすすめです。
この記事のポイント
- RFIDは工程管理・品質トレーサビリティ・設備管理の3領域で製造業DXを加速する
- バーコードと比べて一括読取・非接触・データ書込みが可能で、手作業を大幅削減
- 金属環境ではオンメタルタグの使用とPoCの実施が成功の鍵
- ROIは1〜2年で回収されるケースが多く、多品種少量生産ほど効果大